








Company News









Who are the best manufacturers of copper tube aluminum fin heat exchangers?
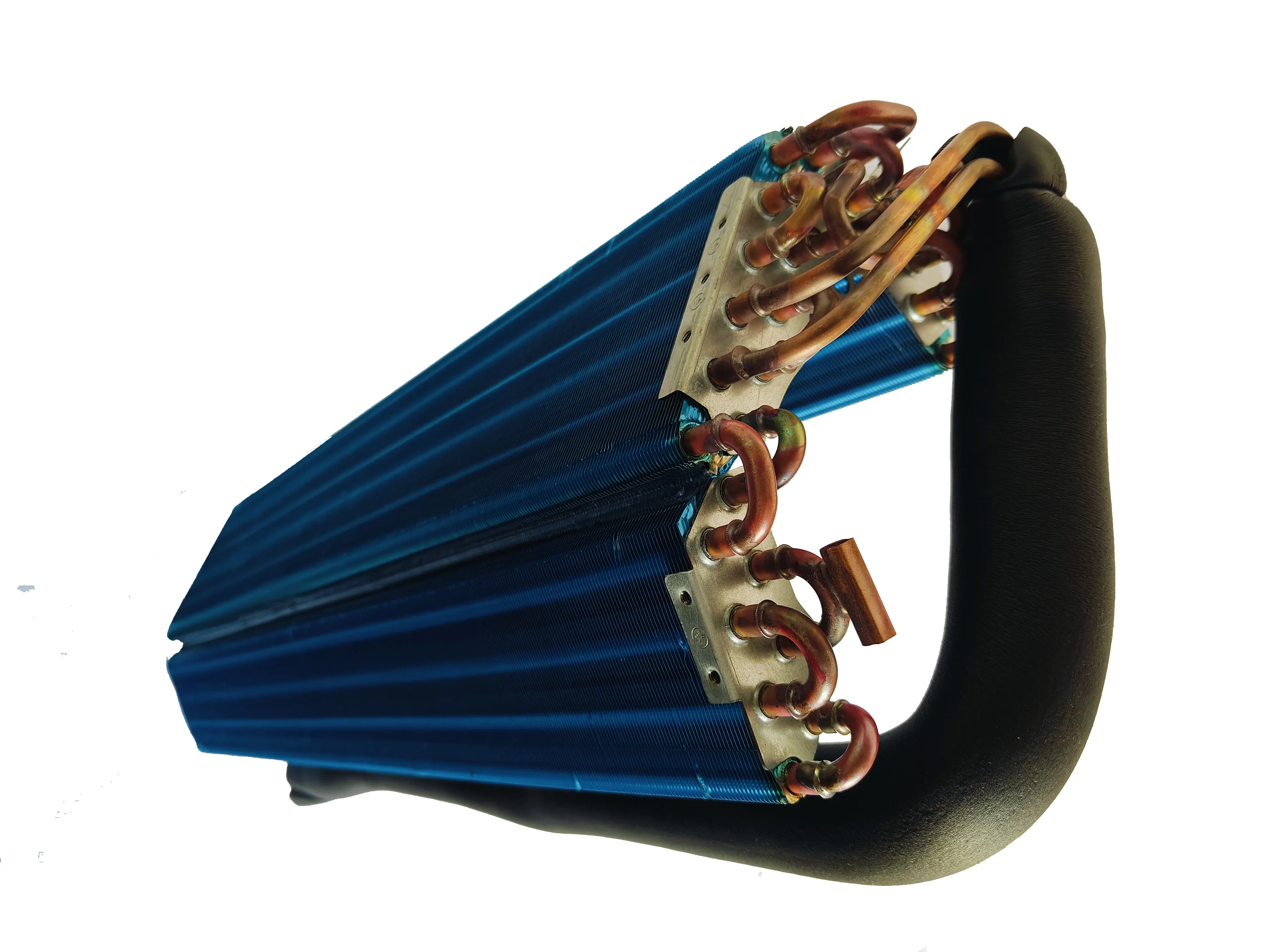
Copper tube aluminum fin heat exchangers play a vital role in industries requiring efficient thermal management. Their design ensures optimal heat transfer, making them indispensable in applications ranging from refrigeration to industrial processes. For instance, these heat exchangers are widely used in sectors like chemical processing, food production, and medical equipment. The table below highlights their specific applications across key industries:
| Industry | Specific Applications |
|---|---|
| Chemical and Petrochemical | Heat exchangers for petroleum refining and chemical plants. |
| Food and Beverage | Heaters, coolers, and distillers for beverages and food. |
| Medical | Heaters and coolers for medical equipment like MRI machines. |
| Oil and Gas | Heat exchangers and heaters for oil drilling and pipelines. |
| Construction | Air conditioning systems and renewable energy applications. |
Manufacturers like Senjun have excelled in producing these components, catering to diverse needs such as refrigerators, freezers, and medical cooling systems. Their commitment to innovation ensures reliable performance across various applications.
Key Takeaways
- Choose a maker that focuses on quality and strength. Use materials like copper and aluminum for lasting use.
- Pick companies that use new ideas and technology. Things like anti-shake tech and better materials save energy and need less fixing.
- Check if they have proper certifications and follow rules. This shows they are safe and meet quality standards, which is important for special industries.
- Look at how well-known the company is worldwide. A good global reputation means they are trusted and can help many customers.
- Make sure they offer good customer help and service. Good support reduces problems and keeps things working well, which is very important.
Criteria for Selecting the Best Manufacturers
Quality and Durability
When selecting a manufacturer for copper tube aluminum fin heat exchangers, I always prioritize quality and durability. The materials used in production play a significant role in determining the product's lifespan and performance. Copper, for instance, stands out for its exceptional thermal conductivity and corrosion resistance. Its ability to transfer heat efficiently makes it ideal for demanding applications like chemical processing and oil refineries. Aluminum, on the other hand, offers good thermal conductivity and is lightweight, though it performs best in moderate temperature environments.
Manufacturing processes also influence durability. High-performance plain tubes, inner grooved tubes, and hydrophilic aluminum foil materials enhance the product's anti-corrosion properties. Coatings like blygold and epoxy further improve resistance to environmental factors, ensuring long-term reliability. I recommend choosing manufacturers that emphasize these aspects in their production.
Innovation and Technology
Innovation drives the evolution of heat exchanger technology. I look for manufacturers that incorporate advanced features into their designs. For example, non-segmental baffles prevent tube vibration and corrosion, improving thermal hydraulic performance. Anti-Vibration Stake (AVS) technology protects tubes from excessive vibration caused by fluid flow, extending the product's service life.
Some manufacturers also utilize cutting-edge materials like Duplex and titanium tubes to enhance corrosion resistance. Technologies such as the Hi-Guard design, which includes a double tube leak detection system, ensure safety in critical applications. These innovations not only improve efficiency but also reduce maintenance needs, making them a valuable consideration when selecting a manufacturer.
Certifications and Standards Compliance
Certifications and compliance with industry standards reflect a manufacturer's commitment to quality and safety. I always verify that the manufacturer adheres to recognized standards. For instance, the ASME VIII code ensures the safety and performance of pressurized components, while the PED certification guarantees compliance with European safety regulations. In industries like food and pharmaceuticals, 3-A Sanitary Standards ensure equipment can be effectively cleaned.
The table below highlights some key certifications to consider:
| Certification/Standard | Description |
|---|---|
| TEMA | Standards for chemical, commercial, and petroleum processing. |
| ASME | Safety and performance standards for pressurized components. |
| PED | European safety standard for pressure equipment. |
| 3-A Sanitary Standards | Ensures cleanability for food and pharmaceutical equipment. |
By choosing a manufacturer with these certifications, I ensure the product meets both regulatory and operational requirements.
Global Presence and Reputation
When evaluating manufacturers of copper tube aluminum fin heat exchangers, I always consider their global presence and reputation. A strong international footprint often reflects a company’s ability to meet diverse customer needs and adapt to various market demands. Manufacturers with a global reach also tend to have robust supply chains, ensuring timely delivery and consistent product quality.
Several companies stand out for their worldwide operations and industry recognition:
- Senior Flexonics: This company supplies engineered products across multiple industries, offering custom-designed heat exchangers tailored to specific applications.
- Tetra Pak USA: Known for its innovative solutions in the food and beverage sector, Tetra Pak emphasizes sustainability and high-quality standards.
- Mason Manufacturing: With over 60 years of experience, Mason specializes in custom fabrication of shell and tube heat exchangers.
- Vendome Copper & Brass Works, Inc.: Renowned for its craftsmanship, Vendome delivers high-quality heat exchangers for various industries.
- Enerquip: This manufacturer provides both sanitary and industrial heating and cooling solutions, focusing on innovation and reliability.
These companies have earned their reputations through consistent performance and a commitment to excellence. Their global operations allow them to serve clients in diverse industries, from food processing to energy recovery. I find that working with such manufacturers ensures access to cutting-edge technology and reliable support, regardless of location.
🌍 Tip: A manufacturer with a strong global presence often has the resources to handle complex projects and provide localized support, making them a dependable choice for international businesses.
Customer Support and After-Sales Service
Customer support and after-sales service play a critical role in my decision-making process. A manufacturer’s commitment to assisting clients after the sale demonstrates their dedication to long-term partnerships. I always look for companies that offer comprehensive support, including installation guidance, troubleshooting, and maintenance services.
For instance, manufacturers like Kadet Products, Inc. and Dry Coolers, Inc. are known for their customer-centric approach. They prioritize innovation while ensuring clients receive prompt assistance whenever needed. Similarly, RetubeCo., Inc. excels in providing maintenance and repair services, ensuring the longevity of their heat exchangers.
I also value manufacturers that offer training programs for operators and technicians. These programs help clients maximize the efficiency of their equipment. Companies like Anguil Environmental Systems, Inc. and Pure Humidifier stand out in this regard, offering tailored solutions and ongoing support.
💡 Note: Reliable after-sales service minimizes downtime and ensures optimal performance, making it a crucial factor when selecting a manufacturer.
By prioritizing customer support and after-sales service, I ensure that my investment in heat exchangers delivers long-term value. A manufacturer’s willingness to go the extra mile often sets them apart in a competitive market.
Top Manufacturers of Copper Tube Aluminum Fin Heat Exchangers
Ningbo Senjun New Materials Co., Ltd.
Strengths and Unique Offerings
Ningbo Senjun New Materials Co., Ltd. has established itself as a leader in the production of copper tube aluminum fin heat exchangers. Their commitment to quality and innovation sets them apart. I’ve noticed that they use high-quality materials and advanced technologies to ensure their heat exchangers deliver optimal thermal efficiency and reliability. These features make their products suitable for demanding industrial applications.
Their product range includes wire tube condensers and copper aluminum fin heat exchangers designed for refrigerators, freezers, and medical ultra-low temperature refrigerators. I find their focus on precision engineering impressive, as it ensures consistent performance across various applications. Their dedication to research and development allows them to stay ahead of industry trends, offering solutions that meet evolving customer needs.
Industries Served
Ningbo Senjun serves a diverse range of industries. Their products are widely used in refrigeration systems, including refrigerators, freezers, and display cabinets. They also cater to specialized sectors like medical equipment, providing heat exchangers for ultra-low temperature refrigerators and ice makers. Additionally, their solutions are ideal for dehumidifiers and drinking fountains, showcasing their versatility.
Their ability to address the unique requirements of these industries highlights their expertise. I’ve observed that their products consistently deliver high performance, making them a trusted choice for businesses seeking reliable thermal management solutions.
Shenglin
Strengths and Unique Offerings
Shenglin stands out for its advanced manufacturing techniques and commitment to quality. I’ve observed that they utilize gas welding and argon arc welding to ensure precision and durability in their products. Their adherence to international standards, including Rohs, CE, and UL certifications, reflects their dedication to delivering reliable solutions.
Their team of skilled engineers employs state-of-the-art thermal calculation software to produce accurate performance calculations and detailed drawings. Shenglin also operates multiple dedicated production lines, which enhance efficiency and ensure timely delivery. These capabilities make them a trusted choice for copper tube aluminum fin heat exchangers.
Industries Served
Shenglin serves a wide range of industries, including HVAC, refrigeration, and industrial cooling. Their products are particularly well-suited for applications requiring high performance and durability, such as commercial air conditioning systems and industrial refrigeration units.
Aavid (Boyd Corporation)
Strengths and Unique Offerings
Aavid, part of Boyd Corporation, excels in providing innovative thermal management solutions. I’ve found their expertise in designing custom heat exchangers for cutting-edge technologies particularly impressive. They focus on lightweight, compact designs that maximize efficiency, making them ideal for modern applications.
Their ability to integrate advanced materials and technologies, such as phase-change cooling and liquid-cooled systems, sets them apart. This focus on innovation ensures their products meet the evolving demands of industries like aerospace and e-mobility.
Industries Served
Aavid serves a diverse range of industries, as shown in the table below:
| Industry | Description |
|---|---|
| Aerospace | Focus on innovative thermal management solutions for aircraft and space. |
| Defense | Providing thermal solutions for military applications. |
| Smartphone Sector | Catering to the thermal needs of mobile devices. |
| E-Mobility | Targeting electric vehicles and related technologies. |
| Wearable Medical Tech | Developing solutions for medical devices worn on the body. |
| 5G Infrastructure | Supporting advancements in data transmission technologies. |
VRcooler
Strengths and Unique Offerings
VRcooler stands out for its focus on customization and efficiency. I’ve seen how they tailor their copper tube aluminum fin heat exchangers to meet specific client requirements. Their use of advanced manufacturing techniques ensures precision and durability. They also emphasize energy efficiency, which aligns with the growing demand for sustainable solutions.
Their product portfolio includes a wide range of heat exchangers designed for HVAC, refrigeration, and industrial cooling applications. I appreciate their commitment to innovation, as it enables them to deliver solutions that enhance operational efficiency and reduce energy consumption.
Industries Served
VRcooler serves industries that require high-performance cooling solutions. Their products are widely used in HVAC systems, ensuring efficient temperature control in residential and commercial buildings. They also cater to the refrigeration sector, providing reliable solutions for cold storage and food processing. Additionally, their heat exchangers are ideal for industrial cooling applications, making them a versatile choice for various industries.
AMS Technologies
Strengths and Unique Offerings
AMS Technologies excels in delivering cutting-edge heat exchanger solutions. Their use of innovative materials like Duplex and titanium enhances corrosion resistance and extends the service life of their products. I find their Elfin finned tube block particularly impressive, as it offers superior resilience compared to traditional designs. Their Hi-Guard option, which includes a double tube leak detection system, ensures added safety in aggressive environments.
Their focus on advanced engineering and safety makes them a preferred choice for industries requiring reliable and durable heat exchangers. I’ve noticed that their products consistently meet high-performance standards, making them suitable for critical applications.
Industries Served
AMS Technologies serves a wide range of industries, including power generation, chemical processing, and aerospace. Their heat exchangers are ideal for applications requiring high corrosion resistance and durability. They also cater to the medical sector, providing solutions for equipment that demands precise thermal management. Their ability to address the needs of diverse industries highlights their versatility and expertise.
Zhejiang Aosen Machinery Co., Ltd.
Strengths and Unique Offerings
Zhejiang Aosen Machinery Co., Ltd. has earned a reputation for its precision engineering and commitment to quality. I’ve noticed that their manufacturing processes emphasize efficiency and reliability. They use advanced machinery to produce copper tube aluminum fin heat exchangers with exceptional thermal performance. Their focus on innovation ensures that their products meet the evolving demands of modern industries.
One of their standout features is their ability to customize heat exchangers to suit specific client requirements. This flexibility allows them to cater to unique applications, ensuring optimal performance in diverse environments. Their dedication to quality control further enhances their reliability. Each product undergoes rigorous testing to ensure it meets international standards.
Industries Served
Zhejiang Aosen serves a wide range of industries, including HVAC, refrigeration, and industrial cooling. Their products are particularly well-suited for applications requiring high thermal efficiency and durability. I’ve seen their heat exchangers used in commercial air conditioning systems, cold storage facilities, and industrial manufacturing processes. Their ability to deliver tailored solutions makes them a trusted partner for businesses across various sectors.
LANXING
Strengths and Unique Offerings
LANXING stands out for its focus on sustainability and energy efficiency. I’ve observed that their copper tube aluminum fin heat exchangers are designed to minimize energy consumption while maximizing heat transfer. This approach aligns with the growing demand for eco-friendly solutions in the thermal management industry.
Their use of high-quality materials ensures durability and long-term performance. They also incorporate advanced technologies, such as anti-corrosion coatings, to enhance the lifespan of their products. LANXING’s commitment to research and development allows them to stay ahead of industry trends, offering innovative solutions that meet the needs of modern applications.
Industries Served
LANXING serves industries that prioritize energy efficiency and sustainability. Their products are widely used in HVAC systems, ensuring efficient temperature control in residential and commercial buildings. They also cater to the automotive sector, providing heat exchangers for vehicle cooling systems. Additionally, their solutions are ideal for renewable energy applications, such as solar thermal systems, showcasing their versatility and commitment to green technology.
Munot Metalloys
Strengths and Unique Offerings
Munot Metalloys excels in producing copper tube aluminum fin heat exchangers with superior thermal performance. I’ve found their products particularly impressive due to their unique combination of materials. Copper offers excellent conductivity, transferring heat faster than most metals. This makes their heat exchangers ideal for high-demand environments.
Their products also stand out for their durability and corrosion resistance. Copper’s robustness ensures long-lasting performance, even in challenging conditions. Aluminum adds lightweight flexibility, making their heat exchangers easier to handle and install. This combination of materials provides a cost-effective solution for large-scale projects. Munot Metalloys’ focus on affordability and quality makes them a preferred choice for businesses seeking reliable thermal management solutions.
Industries Served
Munot Metalloys serves a diverse range of industries. Their heat exchangers are widely used in HVAC systems, refrigeration units, and industrial cooling applications. I’ve seen their products perform exceptionally well in environments requiring high thermal efficiency and durability. Their ability to deliver cost-effective solutions without compromising quality makes them a trusted partner for businesses across various sectors.
Regional Analysis of Manufacturers
Top Manufacturers in the United States
The United States boasts a strong presence in the heat exchanger industry. I’ve observed that manufacturers here emphasize innovation and quality. Companies like Enerquip and Mason Manufacturing lead the market with their custom-designed solutions. Their focus on precision engineering ensures reliable performance across various applications.
Enerquip specializes in sanitary and industrial heat exchangers. Their products cater to industries like food processing and pharmaceuticals, where hygiene and efficiency are critical. Mason Manufacturing, on the other hand, excels in fabricating shell and tube heat exchangers. Their expertise in handling complex projects makes them a preferred choice for chemical and petrochemical industries.
The U.S. market also benefits from a robust regulatory framework. Manufacturers adhere to standards like ASME and TEMA, ensuring safety and quality. This commitment to compliance enhances their reputation globally. I find that their ability to deliver high-performance solutions consistently sets them apart in the competitive landscape.
Leading Manufacturers in Europe
European manufacturers excel in producing high-technology heat exchangers. I’ve noticed their focus on energy efficiency and sustainability. Germany leads the market, leveraging its advanced industrial infrastructure. The table below highlights the distinguishing features of European manufacturers:
| Feature | Description |
|---|---|
| Innovation | Focus on high-technology products and energy efficiency designs. |
| Product Differentiation | Customized solutions for various industry segments. |
| Cost Efficiency | Strategies to maintain competitive pricing while ensuring quality. |
| Material Quality | Use of stainless steel for corrosion resistance and high-temperature tolerance. |
| R&D Investment | Significant investments in research for sustainable and high-performance solutions. |
| Market Dominance | Germany leads the market due to its advanced industrial infrastructure. |
I’ve found that European manufacturers prioritize research and development. Their investments in sustainable solutions align with global trends toward eco-friendly technologies. This approach not only enhances product performance but also reduces environmental impact.
Prominent Manufacturers in Asia
Asia dominates the global manufacturing landscape. China remains the most competitive nation, driven by its large-scale production capabilities. However, global executives predict that China may slip to second place in the next five years. I’ve also noticed the rise of the "Mighty Five" nations—Malaysia, India, Thailand, Indonesia, and Vietnam. These countries are projected to climb the ranks in manufacturing competitiveness.
- China leads in large-scale production and cost efficiency.
- Malaysia and Thailand focus on precision engineering and quality control.
- India and Vietnam invest in advanced technologies to enhance competitiveness.
- Indonesia emphasizes workforce development and infrastructure improvements.
Asian manufacturers excel in balancing cost and quality. Their ability to adapt to market demands makes them formidable players in the global heat exchanger industry. I believe their continued growth will reshape the competitive landscape in the coming years.
Emerging Players in Other Regions
The heat exchanger industry continues to evolve, with emerging players in regions beyond the traditional manufacturing hubs gaining recognition. I’ve noticed that these companies bring fresh perspectives and innovative approaches to thermal management solutions. Their contributions are reshaping the competitive landscape and offering new opportunities for businesses seeking reliable and efficient products.
Some of the notable emerging players include:
- Mason Manufacturing LLC: This company has built a reputation for delivering high-quality thermal management solutions. Their expertise spans a range of industries, including HVAC and refrigeration. I’ve observed that their focus on precision engineering and customer-centric designs makes them a strong contender in the market.
- HEATTRAN: Known for its advanced heat exchanger technologies, HEATTRAN specializes in industrial applications. Their ability to design and manufacture customized solutions sets them apart. I find their commitment to innovation particularly impressive, as it ensures their products meet the unique demands of modern industries.
These companies demonstrate the potential of emerging manufacturers to challenge established players. Their focus on quality, innovation, and customer satisfaction positions them as valuable partners for businesses across various sectors.
I’ve also noticed that emerging players often emphasize sustainability and energy efficiency. This aligns with global trends toward greener technologies. By adopting advanced materials and manufacturing techniques, they deliver products that not only perform well but also reduce environmental impact. These efforts highlight their commitment to addressing the evolving needs of the industry.
🌟 Insight: Emerging manufacturers often bring unique strengths to the table, such as agility and a willingness to adopt cutting-edge technologies. Partnering with these companies can provide access to innovative solutions tailored to specific requirements.
The rise of these players underscores the dynamic nature of the heat exchanger industry. Their contributions enrich the market, offering businesses a wider range of options to meet their thermal management needs.
Applications of Copper Tube Aluminum Fin Heat Exchangers
HVAC and Refrigeration
I’ve seen copper tube aluminum fin heat exchangers play a critical role in HVAC and refrigeration systems. Their design ensures efficient heat transfer, which is essential for maintaining indoor climate control. Copper and aluminum are the preferred materials for HVAC coils due to their excellent thermal conductivity and cost-effectiveness. These heat exchangers often serve as condenser coils, cooling refrigerants and releasing latent heat outdoors. This process keeps indoor spaces comfortable and energy-efficient.
Their versatility makes them suitable for various applications, including residential air conditioning, commercial refrigeration, and industrial cooling systems. I’ve noticed that their lightweight construction and corrosion resistance enhance their durability, making them a reliable choice for long-term use.
Automotive and Transportation
In the automotive industry, heat exchangers significantly improve vehicle performance. I’ve observed how they cool machine coolants, ensuring engines operate efficiently. They also play a vital role in reducing emissions and fuel consumption, especially with the growing demand for turbochargers. Electric vehicles rely on these components to cool batteries and other critical systems, extending their lifespan and enhancing reliability.
These heat exchangers are used in condensers, chillers, and superheaters, tailored to meet specific automotive needs. Their ability to handle high temperatures and pressures makes them indispensable in modern transportation technologies. I find their contribution to improving energy efficiency and reducing environmental impact particularly noteworthy.
Power Generation and Energy
In power generation, copper tube aluminum fin heat exchangers enhance efficiency by transferring thermal energy between fluids. I’ve seen them used in fossil fuel plants to condense steam back into water, improving thermal efficiency. In nuclear plants, they ensure safety by preventing radioactive steam from escaping. Geothermal plants benefit from their ability to minimize water loss and emissions, while solar thermal systems rely on them to prevent overheating.
Their adaptability makes them suitable for various energy systems, from traditional fossil fuels to renewable sources. I believe their role in reducing emissions and improving reliability highlights their importance in the energy sector.
Industrial and Manufacturing Processes
Copper tube aluminum fin heat exchangers play a pivotal role in industrial and manufacturing processes. I’ve seen their applications span across diverse sectors, where they ensure precise thermal management and operational efficiency. Their ability to transfer heat effectively makes them indispensable in environments requiring consistent temperature control.
In power plants, these heat exchangers manage thermal energy efficiently. They recover and reuse heat, reducing energy waste and operational costs. In food production, they support pasteurization and refrigeration processes, maintaining the quality and safety of products. I’ve also observed their use in HVAC systems within manufacturing facilities, where they regulate indoor temperatures to create optimal working conditions.
The advantages of these heat exchangers extend beyond their functionality. Their compact design allows them to fit seamlessly into limited spaces, which is crucial in industrial setups. Durability ensures reliable performance under demanding conditions, minimizing the risk of equipment failure. I’ve noticed that their modular design adapts to dynamic capacity requirements, making them suitable for industries with fluctuating demands.
These heat exchangers also contribute to sustainability. By enhancing energy efficiency, they reduce carbon footprints and promote environmentally friendly practices. Their ability to maintain precise temperatures ensures consistent product quality, which is vital in industries like pharmaceuticals and electronics. Additionally, they extend the lifespan of equipment by reducing wear and tear, leading to lower maintenance costs and minimal downtime.
I’ve found that the versatility of copper tube aluminum fin heat exchangers makes them a valuable asset in industrial and manufacturing processes. Their unmatched energy efficiency, combined with their adaptability and reliability, ensures they meet the evolving needs of modern industries.
Tips for Choosing the Right Manufacturer
Assessing Your Specific Needs
When selecting a manufacturer, I always start by evaluating my specific process requirements. This step ensures the heat exchanger aligns with operational goals and constraints. For instance, I consider energy efficiency targets, maintenance capabilities, and total cost implications. These factors help me identify a solution that balances performance and practicality.
I also focus on the technical aspects of the application. Key considerations include:
- Size and shape of the heat exchanger.
- Pressure drop and available installation space.
- Maintenance requirements and installation costs.
- Expandability for future needs.
Understanding these parameters allows me to choose a product that fits seamlessly into the intended environment. For example, in compact spaces, I prioritize designs with minimal floorage requirements. By addressing these details upfront, I ensure the selected copper tube aluminum fin heat exchangers meet both immediate and long-term needs.
Evaluating Manufacturer Expertise
A manufacturer’s expertise significantly impacts the quality and reliability of their products. I assess their competence by examining their reputation and industry experience. Companies with a strong track record often deliver superior solutions. I also evaluate their technical knowledge, ensuring they utilize advanced technologies and materials to enhance product performance.
Other critical factors include:
- Energy efficiency and operational cost optimization.
- Maintenance ease and after-sales support.
- Responsiveness to issues and a positive attitude toward resolving challenges.
- Global supply chain capabilities for consistent product availability.
I also consider the manufacturer’s ability to meet specific operating specifications, such as pressure and temperature ranges. Their expertise in material selection, like using corrosion-resistant alloys, ensures durability under thermal stress. These evaluations help me identify manufacturers capable of delivering high-quality, reliable heat exchangers.
Comparing Costs and Value
Cost comparison goes beyond the initial price tag. I analyze the total cost of ownership, which includes installation, maintenance, and operational expenses. For instance, energy-efficient heat exchangers may have higher upfront costs but offer significant savings over time. This long-term perspective helps me make informed decisions.
To compare costs effectively, I follow these steps:
- Assess energy efficiency to estimate operational savings.
- Evaluate total ownership costs, balancing initial investment with long-term benefits.
- Review detailed quotations, including installation and maintenance expenses.
Material selection also plays a crucial role in cost management. Stainless steel, while more expensive than copper or aluminum, may be necessary for applications requiring high corrosion resistance. By aligning material choices with application needs, I optimize costs without compromising performance.
Checking Customer Reviews and Testimonials
When evaluating manufacturers, I always prioritize checking customer reviews and testimonials. These insights provide a firsthand account of the experiences others have had with a company. They help me gauge the reliability and quality of the manufacturer’s products and services. Positive testimonials often enhance my confidence in a manufacturer’s ability to meet expectations.
Customer testimonials serve as a powerful tool for building trust. They highlight real-world applications of the manufacturer’s products, showcasing their performance and reliability. I’ve noticed that testimonials often establish an emotional connection, making it easier to trust a company. This is especially important when selecting a manufacturer for critical components like copper tube aluminum fin heat exchangers.
Reviews also play a significant role in improving a manufacturer’s online visibility. I’ve observed that companies with numerous positive reviews tend to rank higher on search engine results pages. This makes it easier for potential customers to find them. Testimonials contribute to a better user experience by providing valuable information, which enhances the manufacturer’s credibility.
I always look for reviews that mention specific aspects of the product, such as durability, efficiency, and customer support. These details help me assess whether the manufacturer aligns with my requirements. For instance, a review highlighting excellent after-sales service reassures me that the company values long-term partnerships.
💡 Tip: Focus on reviews from customers in your industry. They provide the most relevant insights into how the manufacturer’s products perform under similar conditions.
By analyzing customer reviews and testimonials, I gain a clearer understanding of a manufacturer’s strengths. This step ensures I make an informed decision, reducing the risk of choosing an unreliable partner.
Selecting a reliable manufacturer for copper tube aluminum fin heat exchangers ensures consistent performance and long-term value. I always emphasize evaluating key criteria like quality, innovation, and customer support to align with specific industry needs. A dependable supplier offers several benefits:
- Ensures reliability through strong expertise and established relationships.
- Provides advanced technical knowledge to address operational challenges.
- Responds quickly to minimize downtime during issues.
- Maintains a proactive attitude, enhancing the service experience.
- Offers global supply chain access for better product availability.
Thorough research and forming long-term partnerships with such manufacturers lead to sustainable success and operational efficiency.
FAQ
What are the advantages of copper tube aluminum fin heat exchangers?
Copper tube aluminum fin heat exchangers offer excellent thermal conductivity, lightweight construction, and corrosion resistance. I’ve found them ideal for applications requiring efficient heat transfer and durability. Their compact design also makes them suitable for space-constrained environments, ensuring reliable performance across various industries.
How do I choose the right manufacturer for my needs?
I recommend evaluating manufacturers based on quality, certifications, and customer support. Consider their expertise in your industry and their ability to meet specific requirements. Checking customer reviews and comparing costs can also help you identify a reliable partner for long-term success.
Are these heat exchangers suitable for energy-efficient systems?
Yes, copper tube aluminum fin heat exchangers enhance energy efficiency by optimizing heat transfer. I’ve seen them used in HVAC, automotive, and renewable energy systems to reduce energy consumption. Their design minimizes thermal losses, making them a sustainable choice for modern applications.
What industries commonly use these heat exchangers?
These heat exchangers serve industries like HVAC, refrigeration, automotive, and power generation. I’ve also observed their use in medical equipment, food processing, and industrial manufacturing. Their versatility and efficiency make them indispensable in diverse applications.
How can I ensure the longevity of my heat exchanger?
Proper maintenance is key. I suggest regular cleaning to prevent debris buildup and inspecting for corrosion or damage. Choosing a manufacturer that offers after-sales support and guidance can also help you maintain optimal performance and extend the product’s lifespan.