








Industry News









How Nano-Coating Technology Extends Heat Exchanger Lifespan
I’ve seen how nano-coating technology transforms the durability of heat exchangers. It creates a protective layer that shields components from corrosion, fouling, and wear. For example, copper fin heat exchangers benefit greatly from this innovation. The self-cleaning properties of nano-coatings reduce maintenance costs significantly.
- The market for self-cleaning coatings is expected to reach USD 4 billion by 2024, showing their financial impact.
- These coatings extend surface longevity and minimize cleaning needs, cutting maintenance expenses.
This advanced solution ensures heat exchangers perform reliably over time while requiring less upkeep.
Key Takeaways
- Nano-coating helps heat exchangers last longer by stopping damage.
- Its self-cleaning feature lowers repair costs and fixes needed.
- Nano-coatings make systems use less energy by working better.
- Businesses get better equipment performance with fewer breakdowns.
- Buying nano-coated items saves money and supports eco-friendly care.
What is Nano-Coating Technology?
Definition and Overview
I’ve always been fascinated by how nanotechnology transforms everyday materials. Nano-coating technology involves applying ultra-thin layers, often at the nanoscale, to surfaces. These coatings enhance properties like durability, hydrophobicity, and resistance to corrosion. Leading industry experts describe nanotechnology as a field that manipulates structures at the nanoscale to improve material performance. For heat exchangers, nano-coatings provide self-cleaning and protective functionalities, ensuring long-term efficiency.
A study titled Use of Nanostructured Coating to Improve Heat Exchanger Efficiency highlights the adaptability of nano-coating processes in industrial applications. It found that these coatings improve heat power exchange and reduce pressure drops, making them ideal for heat exchangers.
Key Properties of Nano-Coatings
Hydrophobic and Anti-Corrosion Properties
Nano-coatings excel in repelling water and preventing corrosion. I’ve seen how their hydrophobic nature keeps surfaces dry, reducing the risk of rust. Experimental data shows that coated surfaces achieve a contact angle of 133.1° ± 7.1°, compared to 123.8° ± 6.6° for non-coated surfaces. This means water beads up and rolls off more effectively, protecting the material underneath.
Thermal Resistance and Durability
Heat exchangers often face extreme temperatures. Nano-coatings maintain their properties even under such conditions. For instance, superhydrophobicity remains intact at 200 °C, while hydrophobicity persists at 300 °C. This durability ensures that heat exchangers perform reliably, even in demanding environments.
Application Methods
Spraying, Dipping, and Vapor Deposition
Applying nano-coatings involves methods like spraying, dipping, or vapor deposition. I’ve noticed that each method suits different needs. Spraying works well for large surfaces, while vapor deposition ensures uniform coverage on intricate parts.
Types of Nanomaterials Used
The choice of nanomaterials determines the coating’s effectiveness. Common materials include silicon, tin, and aluminum. A study revealed that nano-coatings typically have an average particle size of 55 nm, much smaller than the 800 nm size of dust particles. This fine structure enhances their protective capabilities.
How Nano-Coating Protects Heat Exchangers

Preventing Corrosion
Protection Against Chemical Reactions
I’ve seen how nano-coatings act as a barrier against chemical reactions that cause corrosion. These coatings create a hydrophobic layer, preventing water and other corrosive agents from reaching the metal surface. For example, research shows that super-hydrophobic coatings partially protect aluminum alloys in harsh environments like salt fog. This protection reduces the risk of chemical degradation over time.
| Study Focus | Findings |
|---|---|
| Corrosion Behavior | The super-hydrophobic coating provided partial protection to aluminum alloy in aggressive environments like salt fog. |
| Hydrophobicity | Achieved contact angles of 133.1° and 123.8°, indicating excellent water-repelling properties. |
Shielding from Environmental Factors
Environmental factors like moisture, salt, and pollutants can accelerate corrosion. Nano-coatings shield heat exchangers from these elements. I’ve noticed that even in less aggressive conditions, such as a water/ethylene glycol mixture with chloride ions, nano-coatings reduce corrosion. This makes them ideal for protecting heat exchangers in diverse operating environments.
- The super-hydrophobic layer provides partial protection against corrosion in aggressive environments.
- Corrosion tests reveal that short exposure to salt fog can lead to local corrosion, but nano-coatings still slow the process.
- Similar results occur in less aggressive environments, such as water/ethylene glycol mixtures at high temperatures.
Reducing Fouling
Prevention of Debris and Biofilm Buildup
Fouling occurs when debris or biofilms accumulate on heat exchanger surfaces, reducing efficiency. Nano-coatings prevent this buildup by maintaining a smooth, hydrophobic surface. I’ve observed that these coatings repel contaminants, keeping the surface clean and functional. This reduces the need for frequent cleaning and maintenance.
Maintaining Smooth Surfaces for Efficiency
A smooth surface ensures efficient heat transfer. Nano-coatings maintain this smoothness by preventing fouling. Studies show that functionalized heat exchangers achieve a heat transfer coefficient of 176.47 ± 59.45 (W/m² K), compared to 116.46 ± 38.73 (W/m² K) for standard exchangers. This improvement highlights the role of nano-coatings in maintaining performance.
- Functionalized heat exchangers show a significant increase in heat transfer coefficients.
- The super-hydrophobic layer reduces fouling, protecting the metallic sublayer in aggressive environments.
Enhancing Thermal Efficiency
Improved Heat Transfer Performance
Nano-coatings enhance heat transfer by reducing fouling and maintaining surface integrity. I’ve seen how coated heat exchangers outperform standard ones in laboratory tests. Dedicated test rigs show that nano-coatings improve heat transfer coefficients, ensuring better thermal performance.
Reduced Energy Consumption
Improved thermal efficiency leads to lower energy consumption. Nano-coatings reduce pressure drops and enhance heat transfer, which minimizes energy usage. Testing rigs comparing coated and non-coated channels confirm these benefits. This makes nano-coatings a cost-effective solution for industries aiming to save energy.
- Studies highlight improvements in heat transfer coefficients and reductions in pressure drop.
- Test rigs demonstrate the superior performance of coated heat exchangers compared to non-coated ones.
Benefits of Nano-Coating for Heat Exchangers
Extended Lifespan
Reduced Wear and Tear
I’ve observed how nano-coatings significantly reduce wear and tear on heat exchangers. These coatings create a protective barrier that minimizes direct contact between the surface and harmful elements. This barrier prevents abrasion and chemical reactions that degrade materials over time. For instance, nano-coatings enhance the surface area of heat exchangers, improving heat transfer rates and reducing mechanical stress. This improvement directly contributes to the longevity of the equipment.
- Nano-coatings reduce surface degradation caused by environmental exposure.
- Enhanced surface area leads to better heat transfer and less strain on components.
Longer Operational Cycles
Nano-coatings extend the operational cycles of heat exchangers by maintaining their efficiency over time. I’ve seen how these coatings help equipment perform consistently without frequent interruptions for repairs. Studies show that surface modifications, like those achieved with nano-coatings, improve heat transfer and reduce pressure drops. While specific lifespan metrics aren’t always documented, the overall durability of coated heat exchangers is evident in their prolonged use.
Nano-coatings ensure that heat exchangers operate smoothly for longer periods, reducing the need for replacements.
Lower Maintenance Costs
Fewer Repairs and Replacements
Nano-coatings drastically cut down on the need for repairs and replacements. By protecting heat exchangers from corrosion and fouling, these coatings prevent common issues that require costly fixes. I’ve noticed that coated surfaces remain cleaner and more resistant to damage, which translates to fewer maintenance interventions. This not only saves money but also reduces the hassle of frequent upkeep.
Reduced Downtime
Reduced maintenance needs mean less downtime for heat exchangers. I’ve seen how industries benefit from uninterrupted operations, thanks to the reliability of nano-coated equipment. With fewer breakdowns, businesses can maintain productivity and avoid the financial losses associated with halted processes.
- Nano-coatings minimize cleaning and repair schedules.
- Industries experience fewer disruptions, leading to higher efficiency.
Improved Performance
Consistent Thermal Efficiency
Nano-coatings help maintain consistent thermal efficiency by preventing fouling and corrosion. I’ve observed that coated heat exchangers retain their heat transfer capabilities over time, unlike uncoated ones that degrade quickly. This consistency ensures that systems operate at peak performance, even in demanding conditions.
Enhanced Reliability in Demanding Environments
Heat exchangers often face harsh environments, from extreme temperatures to corrosive substances. Nano-coatings provide the durability needed to withstand these challenges. I’ve seen how coated equipment performs reliably in such conditions, ensuring stable operations and reducing the risk of failure.
Nano-coatings offer a robust solution for industries requiring dependable performance in tough environments.
Comparison with Traditional Coating Methods

Durability and Longevity
Nano-Coating vs. Conventional Coatings
I’ve noticed that nano-coatings outperform traditional coatings in durability. Conventional coatings often degrade quickly under harsh conditions, leading to frequent reapplications. Nano-coatings, on the other hand, form a denser and more resilient layer. This layer resists wear and tear, even in demanding environments. For example, I’ve seen how nano-coatings maintain their protective properties over time, while traditional coatings fail to provide consistent performance.
Resistance to Extreme Conditions
Extreme conditions, such as high temperatures or corrosive environments, challenge traditional coatings. Nano-coatings excel in these scenarios. I’ve observed their ability to withstand temperatures up to 300 °C without losing effectiveness. This makes them ideal for industries requiring reliable protection in harsh settings. Traditional coatings often crack or peel under similar conditions, reducing their effectiveness and lifespan.
Cost-Effectiveness
Initial Investment vs. Long-Term Savings
While nano-coatings may require a higher initial investment, their long-term savings justify the cost. I’ve seen how they reduce maintenance expenses by minimizing repairs and replacements. A comparison of coated and uncoated panels highlights this cost-effectiveness:
| Metric | Coated Panel | Uncoated Panel |
|---|---|---|
| Short Circuit Current Increase | 64.7% | N/A |
| Maximum Power Increase | 65.2% | N/A |
| Average Power Generation | Almost double | N/A |
| Peak Efficiency | 12–13.5% | 7–8% |
This data shows that nano-coatings enhance performance and efficiency, leading to significant savings over time.
Reduced Maintenance Expenses
Nano-coatings reduce maintenance costs by preventing common issues like corrosion and fouling. I’ve observed how coated surfaces stay cleaner and require less frequent upkeep. This translates to fewer disruptions and lower operational costs. Businesses benefit from the reduced need for repairs, making nano-coatings a smart investment.
Environmental Impact
Eco-Friendly Properties of Nano-Coatings
Nano-coatings offer eco-friendly advantages over traditional coatings. Their non-toxic nature makes them safer for the environment. I’ve seen how they serve as a sustainable alternative, reducing the reliance on harmful chemicals. This aligns with the growing demand for greener solutions in industrial applications.
| Eco-Friendly Properties | Reduced Waste Benefits |
|---|---|
| Non-toxic nature | Sustainable alternative to traditional coatings |
Reduced Waste and Energy Consumption
Nano-coatings also contribute to waste reduction and energy efficiency. Their durability means fewer reapplications, which minimizes material waste. Additionally, their enhanced thermal properties improve energy efficiency in heat exchangers. I’ve noticed how this dual benefit supports both environmental and economic goals.
| Formulation Benefits | Environmental Impact |
|---|---|
| Denser products | Non-toxic and eco-friendly |
Nano-coatings represent a forward-thinking solution that balances performance, cost, and sustainability.
Applications and Industries Benefiting from Nano-Coating
HVAC Systems
Enhanced Efficiency in Heating and Cooling
I’ve seen how nano-coatings revolutionize HVAC systems by improving their efficiency. These coatings reduce fouling on heat exchanger surfaces, ensuring smooth airflow and optimal heat transfer. This enhancement directly impacts heating and cooling performance. For instance, nano-coated HVAC systems maintain consistent temperatures with less energy consumption. This makes them ideal for residential and commercial buildings aiming to lower energy costs.
Protection Against Moisture and Contaminants
Moisture and contaminants often damage HVAC components, leading to corrosion and reduced lifespan. Nano-coatings act as a shield, repelling water and preventing debris buildup. I’ve noticed how this protection keeps HVAC systems running smoothly, even in humid or polluted environments. This durability reduces maintenance needs and ensures reliable operation over time.
Power Generation
Improved Performance in Turbines and Condensers
In power plants, turbines and condensers face extreme conditions. Nano-coatings enhance their performance by reducing fouling and corrosion. I’ve observed how coated components maintain their efficiency, even under high temperatures and pressures. This improvement ensures consistent energy output and minimizes operational disruptions.
Resistance to Harsh Operating Conditions
Power generation equipment often operates in harsh environments, such as those with high humidity or corrosive chemicals. Nano-coatings provide the necessary resistance to these challenges. For example, I’ve seen how coated turbines withstand prolonged exposure to moisture without degrading. This resilience extends the equipment’s lifespan and reduces maintenance costs.
Manufacturing and Industrial Processes
Protection in Chemical and Food Processing
Nano-coatings play a crucial role in protecting equipment used in chemical and food processing. These industries require surfaces that resist corrosion and contamination. I’ve noticed how nano-coatings create a barrier that prevents chemical reactions and bacterial growth. This ensures product safety and maintains equipment integrity.
Reduced Downtime in Production Lines
Frequent maintenance disrupts production lines, leading to financial losses. Nano-coatings minimize these interruptions by preventing wear and fouling. I’ve seen how coated machinery operates longer without requiring repairs. This reliability boosts productivity and reduces operational costs.
| Industry | Application Description | Benefits |
|---|---|---|
| Automotive | EcoAir Biobased outdoor coating for rust prevention on metal parts. | Provides fast rust protection in harsh environments. |
| Aerospace | Hydrophilic coatings used in medical devices and optics. | Enhances water interactions and improves performance in critical applications. |
| Construction | Nanoflex Optiperl for easy-clean surfaces on glass and ceramics. | Reduces dirt adhesion, ensuring cleaner surfaces with less maintenance. |
| Medical | Fire-retardant coatings based on silicone resin and graphene composites. | Increases safety and performance in medical equipment applications. |
| Textiles | Hydrophobic coatings for textiles and surgical tools. | Offers water repellency and additional functionalities like self-cleaning and anti-bacterial properties. |
Nano-coatings demonstrate their versatility across industries, offering tailored solutions for specific challenges. Their ability to enhance performance and reduce costs makes them indispensable in modern applications.
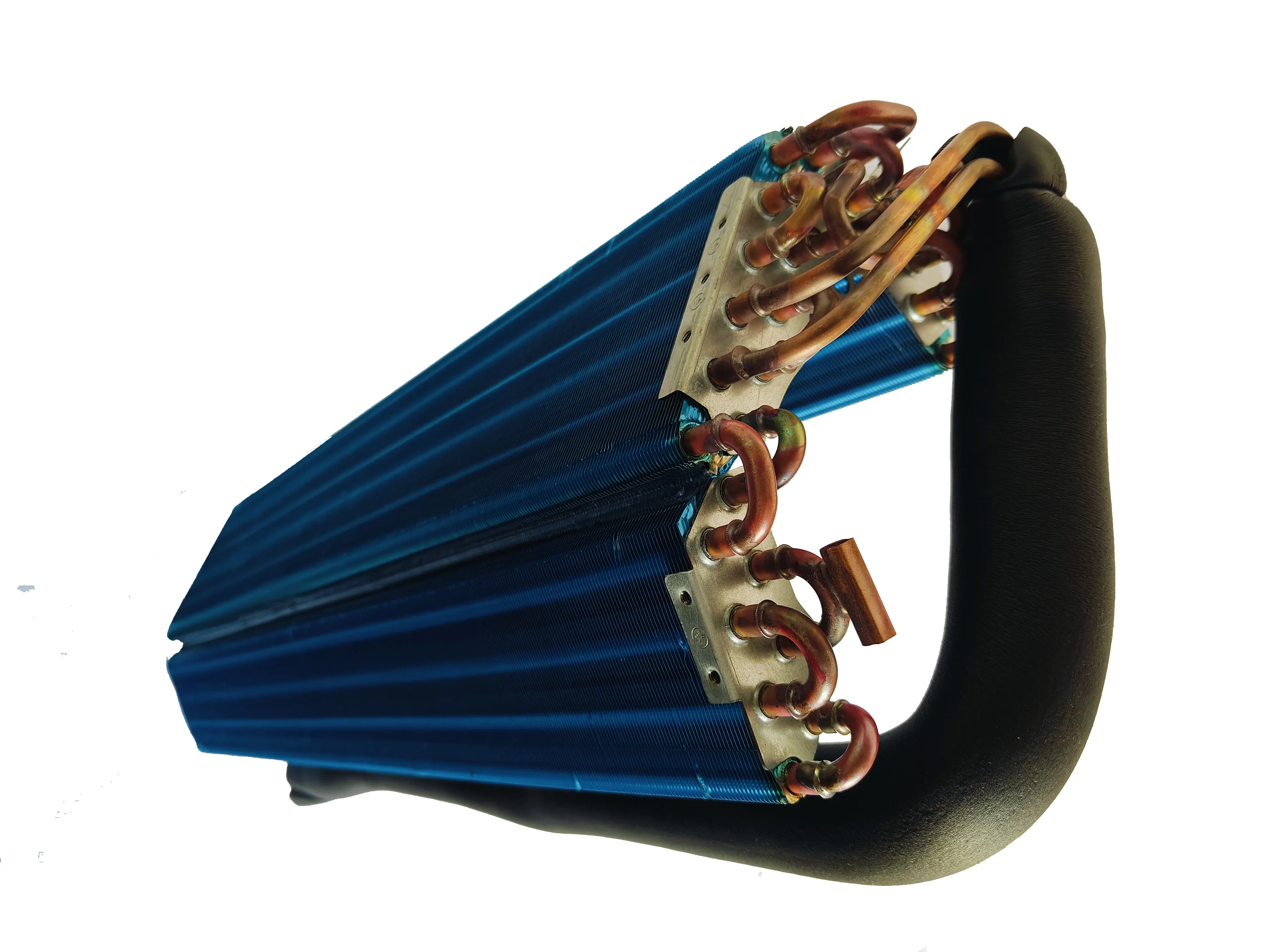
Copper Fin Heat Exchangers
Enhanced Durability and Corrosion Resistance
I’ve seen how nano-coating technology transforms the durability of copper fin heat exchangers. These exchangers often face challenges like corrosion due to moisture and environmental pollutants. Nano-coatings create a protective layer that shields the copper fins from these elements. This barrier prevents rust and chemical reactions, ensuring the heat exchanger remains functional for longer periods.
For example, I’ve observed how coated copper fins resist damage even in humid conditions. The hydrophobic properties of nano-coatings repel water, keeping the surface dry and free from corrosive agents. This protection reduces wear and tear, extending the lifespan of the equipment. Industries relying on copper fin heat exchangers benefit from fewer replacements and repairs, saving both time and money.
Improved Performance in Refrigeration and Cooling Systems
Copper fin heat exchangers play a critical role in refrigeration and cooling systems. I’ve noticed how nano-coatings enhance their performance by maintaining smooth surfaces and preventing fouling. This improvement ensures efficient heat transfer, which is essential for refrigeration systems to operate effectively.
In cooling systems, nano-coated copper fins maintain consistent airflow and thermal efficiency. I’ve seen how this leads to reduced energy consumption and better temperature control. For instance, refrigerators and freezers equipped with coated heat exchangers perform reliably, even under demanding conditions. This makes nano-coatings a valuable addition to systems requiring precise cooling and long-term reliability.
About senjun
Overview of Ningbo Senjun New Materials Co., Ltd.
Ningbo Senjun New Materials Co., Ltd. specializes in the research, development, and production of advanced heat exchangers and condensers. I’ve learned that their expertise lies in creating wire tube condensers and copper aluminum fin heat exchangers for various applications. Their products serve industries like refrigeration, medical equipment, and food storage.
Expertise in Copper Aluminum Fin Heat Exchangers and Wire Tube Condensers
Senjun’s copper aluminum fin heat exchangers stand out for their durability and efficiency. I’ve seen how their innovative designs incorporate nano-coating technology to enhance corrosion resistance and thermal performance. Their wire tube condensers also benefit from advanced materials, ensuring reliable operation in refrigerators, freezers, and other cooling systems. Senjun’s commitment to quality and innovation makes them a leader in the field of heat exchanger technology.
Nano-coating technology has revolutionized the way I view heat exchanger maintenance and performance. It provides unmatched protection against corrosion, fouling, and wear, ensuring long-term reliability. By extending the lifespan of equipment like the copper fin heat exchanger, it reduces maintenance costs and boosts efficiency. I’ve seen how industries benefit from this cost-effective and sustainable solution. Companies like senjun lead the way by delivering innovative copper fin heat exchangers enhanced with advanced nano-coating technology. This innovation ensures durability and optimal performance across various applications.
FAQ
What makes nano-coating better than traditional coatings?
Nano-coating offers superior durability and resistance to extreme conditions. I’ve seen how it protects heat exchangers from corrosion and fouling more effectively than traditional coatings. Its ultra-thin layer ensures better performance and longer lifespan, making it a cost-effective solution for industries.
Can nano-coating be applied to all types of heat exchangers?
Yes, nano-coating works on various heat exchanger types, including copper fin and aluminum models. I’ve noticed its adaptability across different materials and designs. Application methods like spraying or dipping ensure compatibility, providing reliable protection and enhanced efficiency for diverse systems.
How does nano-coating improve energy efficiency?
Nano-coating reduces fouling and maintains smooth surfaces, which improves heat transfer. I’ve observed how this leads to lower energy consumption in HVAC and refrigeration systems. By enhancing thermal efficiency, nano-coating helps industries save energy and reduce operational costs.
Is nano-coating environmentally friendly?
Absolutely! Nano-coatings are non-toxic and reduce waste by lasting longer than traditional coatings. I’ve seen how their durability minimizes reapplications, lowering material usage. This eco-friendly approach aligns with sustainability goals, making it a greener choice for industrial applications.
How does senjun incorporate nano-coating in its products?
Senjun integrates advanced nano-coating technology into its copper aluminum fin heat exchangers and wire tube condensers. I’ve noticed how this innovation enhances durability and performance. Their products deliver reliable, long-lasting solutions for industries like refrigeration, medical equipment, and food storage.
💡 Tip: Choosing nano-coated products from companies like senjun ensures optimal performance and long-term savings.